
ELEKTROFÜZYON KAYNAK MAKİNASI FİYATI
Elektrofüzyon, manşonların, vanaların, dirseklerin ve dişlerin eklenmesi gerektiği yerler gibi, alın kaynağın uygulanabilir olmadığı durumlarda PE borularının birleştirilmesinde kullanılan basit bir yöntemdir.
ELEKTROFÜZYON KİRALAMA FİYATI
- Günlük Kiralık : 500 TL
- Üç Günlük Kiralık : 1250 TL
- Haftalık Kiralık: 2000 TL
- İki Haftalık Kiralık : 4000 TL
- Aylık Kiralık : 6000 TL
0539 672 32 32 – 0532 406 7327
İKİNCİ EL PE BORU ELEKTROFÜZYON KAYNAK MAKİNE FİYATLARI
0539 672 32 32





POLİETİLEN ALT YAPI ELEKTROFÜZYON KAYNAK İŞLEMİ
Elektrofüzyon, manşonların, vanaların, dirseklerin ve dişlerin eklenmesi gerektiği yerler gibi, alın kaynağın uygulanabilir olmadığı durumlarda PE borularının birleştirilmesinde kullanılan basit bir yöntemdir. Hazır fitingler, fitingin ve borunun plastiğini eritir. Ve bunların birbirine kaynaşmasını sağlayan elektrikli bir ısıtma bobini kullanılır. Füzyon zamanı gibi kaynaklanacak armatürün özellikleri, armatür üzerindeki bir barkodla kaydedilmektedir . Bir elektrofüzyon kontrol ünitesi (ECU), bobini ısıtmak için gereken elektrik enerjisini sağlar. Bobine enerji verildiğinde, bitişik malzeme erir boru yüzeyi ile temas eden bir genleşme havuzu oluşturur. Isı enerjisinin sürekli eklenmesi, boru yüzeyinin erimesine neden olur. Ve bir boru eriyiği ile birleşme eriyiği karışımı meydana gelir; bu iyi bir kaynak elde etmek için hayati öneme sahiptir. Isı döngüsünün sona ermesinin ardından, bağlantı parçası ve boru soğumaya bırakılmalıdır . Ve erimiş malzeme kaliteli bir eklem oluşturmak üzere katılaşır.
Eriyik malzeme ve donma bölgeleri olarak adlandırılan sıcak ve soğuk bölgeler, bobine enerji verdikten sonra oluşur. Bu bölgelerin uzunluğu, genişliği özellikle önemlidir. Her bölge, füzyonun fitting soketinin belirli bir uzunluğuna kadar kontrol edilmesini ve erime basıncının da tüm birleştirme işlemi boyunca kontrol edilmesini sağlar. Bobinin soketin iç yüzeyine göre hassas bir şekilde kontrol edilen perdesi ve konumlandırması, eşit ısı dağılımı sağlar.
Temel füzyon parametreleri: sıcaklık, basınç ve zaman, bu parametreler kaynak bilgileri kendisinden okunarak barkoddan belirlemek için programlanan ECU tarafından kontrol edilir. ECU takip edilen prosedürün kalıcı bir kaydını sağlar.
Hendek içi elektrofüzyon kaynağının sadece bir kişi tarafından güvenli bir şekilde yapılmasını sağlayan kompakt ECU’lar mevcuttur.
ELEKTROFÜZYON KAYNAK İŞLEMİNDE DİKKAT EDİLMESİ GEREKENLER
Elektrofüzyonun etkinliği, birleştirme yüzeylerinin hazırlanmasına ve kaynaklanacak yüzeylerin kaynak ve soğutma döngüleri sırasında tatmin edici bir temasa sahip olması gibi hususlara dikkat edilmesine bağlıdır. Kaynaşacak olan boru yüzeyleri ve füzyondan önce yüzey kazınmalıdır . Öncelikle füzyon döngüsü sırasında boru kelepçeleri veya diğer onaylanmış sınırlama, hizalama ve boruları bağlama yöntemleri kullanılmalıdır.
Birleştirme yüzeylerini hazırlamak için, boru yüzeyinin ve boru yüzeyinin tamamını belirtilen alan üzerinde yaklaşık 0,3 mm derinliğe çıkarmak için boru veya fitting üreticisi tarafından önerildiği gibi uygun bir boru kazıyıcı ile kazınması gereklidir . Manuel ve otomatik raspa, törpüler, zımpara kağıdı, vb. bu işlevi görür. Kazıma işleminden sonra kazınmış yüzey, herhangi bir toz artığını gidermek . İçin boru veya fitting üreticisi tarafından önerildiği gibi yetkili bir Ispropanol emprenye malzemeyle silinmelidir. Türkiye’de solvent mendil kullanımı yaygındır. Sıvı solvent veya solvent mendil boru yüzeyindeki artık malzemeyi siler.
Referanslar
- Siemens (Alt Yapı, Çay İçme Mahali, Yol Bakım Onarım)
- Çerkezköy Arif Nihat Asya Çok Programlı Lise (Hidrant Hattı, İçme Suyu Hattı)
- Ülker (Sifonik Sistem, Alt Yapı, Yağmur Hattı)
- Pendik MARİNTÜRK (Alt Yapı, Pissu Hattı, Hidrant Hattı, Terfi Merkezi, Sprink)
- Kenan Evren Kışlası (Sıhhi Tesisat, Vitrifiye)
- Nuh Çimento Sanayi A.Ş. (Alt Yapı)
- Demirören AVM (Yangın hattı)
- İstanbul Halk Ekmek(Bakım Onarım & İnşaat)
- Bayrampaşa Netlog (Hidrant Hattı)
- Pelitli Netlog (Hidrant Hattı)
- Boğaziçi Üniversitesi (Alt Yapı)
- K.K.K Dikemevi (Alt Yapı, Tank Yıkama, Bakım Onarım)
- Zekai Okan Üniversitesi (Tank Yıkama, Bakım Onarım)
- Sevgi Tesisat (Drenaj Hattı)
- Kata İnşaat (Arıtma Tesisi)
- Penta Bilgisayar (Teras İzolasyon)
- Bentes Mühendislik (Arıtma Tesisi)
- Çamlıca Spor Tesisi (Hidrant Hattı)
- İZAYDAŞ (Çay İçme Mahali)
- Mermerciler OSB (Doğalgaz Hattı)

Bunları da beğenebilirsiniz

TÜRKEL EF 315 ELEKTROFÜZYON KAYNAK MAKİNASI
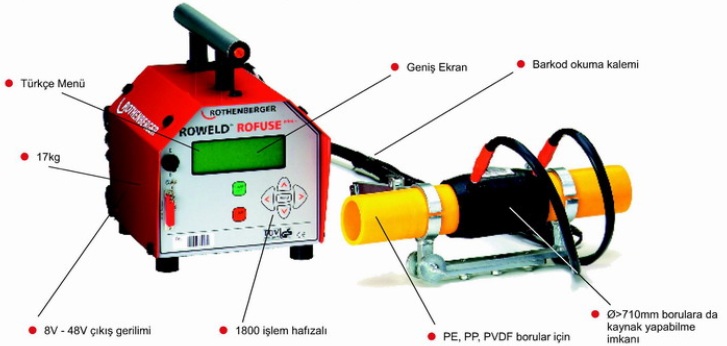
ELEKTROFÜZYON KAYNAK MAKİNASI ROTHENBERGER
